Magnetic Anisotropy: Grain-oriented silicon steel exhibits strong magnetic anisotropy, characterized by extremely high magnetic permeability and very low iron loss in the rolling direction; non-oriented silicon steel, conversely, possesses isotropic magnetic properties that are uniform in all directions.
Silicon Content: Grain-oriented silicon steel features a relatively high silicon content (approximately 3.0% to 3.5%), whereas non-oriented silicon steel has a lower silicon content (ranging from 0.5% to 3.0%).
Applications: Grain-oriented silicon steel is suitable for static equipment (such as the cores of power transformers), while non-oriented silicon steel is utilized in rotating machinery (such as the stator and rotor cores of electric motors and generators).
[GDC_row]
[GDC_column size=”half”]

[/GDC_column]
[GDC_column size=”half”]
[/GDC_column]
[/GDC_row]
2. Part I: Visual Comparison of Fundamental Differences
Grain-Oriented Silicon Steel: The internal grains are aligned as if standing in formation, arranged almost entirely in the same direction. Consequently, it exhibits exceptional magnetic permeability and extremely low losses along the rolling direction, making it specifically suited for use in static devices such as transformers.
Non-Oriented Silicon Steel: The grains are oriented in various directions; as a result, its magnetic permeability is approximately uniform across all directions, making it suitable for use in devices requiring a rotating magnetic field—such as electric motors and generators.
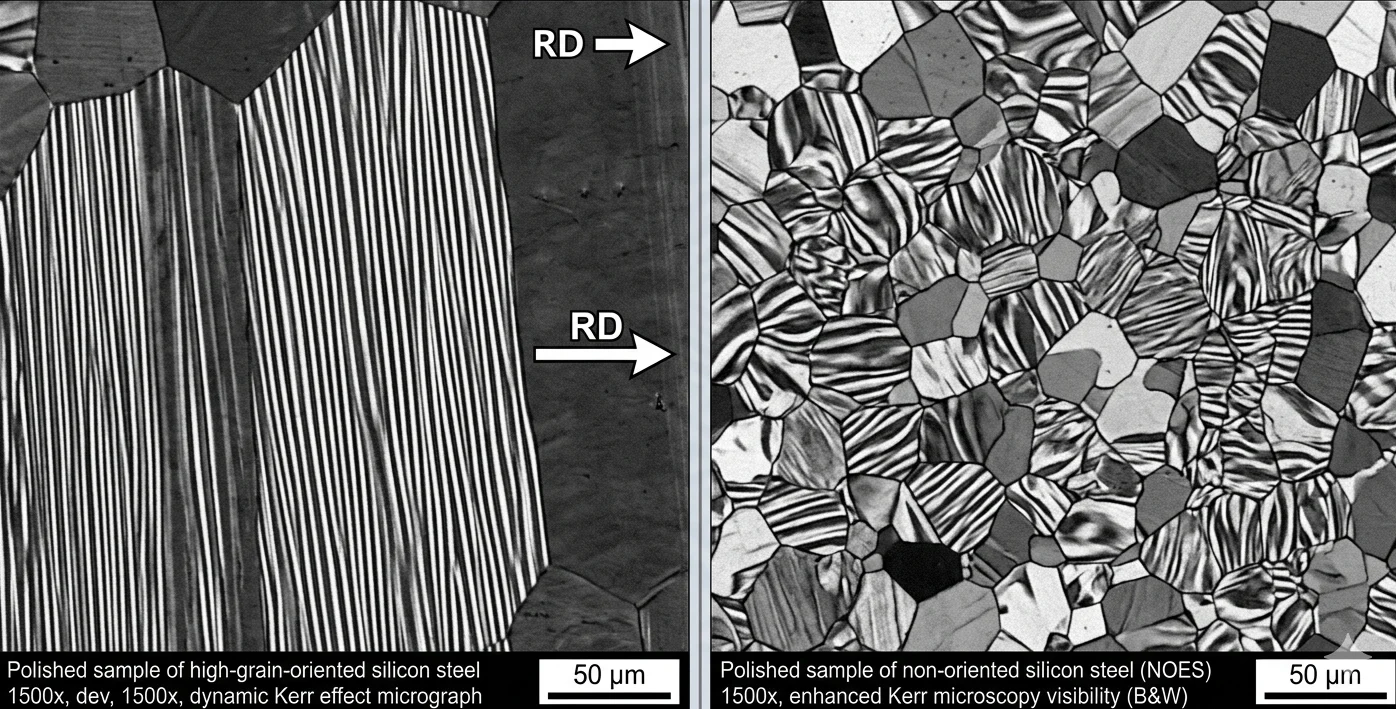
2.1 Differences in Magnetic Domain Structure
Grain-Oriented Silicon Steel: Through rolling and high-temperature annealing, the crystal grains are arranged in a highly ordered manner along the <001> direction (the axis of easy magnetization); virtually all magnetic domains “align” to point in the same direction, establishing unidirectional magnetic permeability characteristics and significantly reducing iron loss.
Non-Oriented Silicon Steel: No specific orientation is deliberately controlled; the crystal grains are randomly distributed, and the magnetic domains are oriented irregularly. Consequently, the material exhibits stable performance when magnetized in any direction on a rotor, thereby meeting the requirements of rotating magnetic fields.
Magnetic Domain Structure Comparison: Grain-Oriented vs. Non-Oriented Silicon Steel
| Aspect | Grain-Oriented Silicon Steel | Non-Oriented Silicon Steel |
| Magnetic domain alignment | Domains are highly aligned, nearly all parallel to the rolling direction | Domains are randomly oriented with no dominant direction |
| Magnetic anisotropy | Strong unidirectionality – best magnetic permeability and lowest core loss along the rolling direction | Excellent isotropy – nearly uniform magnetic properties in all directions |
| Domain wall motion | Easy magnetization direction along rolling direction, low energy requirement for domain wall movement | Domain wall motion faces different crystal resistances depending on direction, requiring higher energy |
| Typical applications | Transformer cores (static, magnetic flux along fixed direction) | Stator/rotor cores in motors and generators (rotating magnetic flux) |
2.2 Technical Parameters Quick Reference Table
| Parameter | Grain-Oriented Silicon Steel | Non-Oriented Silicon Steel |
| Core Loss | Low, typical P<sub>1.7/50</sub> ≈ 0.85–1.10 W/kg | Higher, typical P<sub>1.5/50</sub> ≈ 2.5–6.0 W/kg |
| Magnetic Induction | High, B<sub>8</sub> ≥ 1.88 T (rolling direction) | Lower, B<sub>50</sub> ≈ 1.65–1.75 T (isotropic) |
| Coating Type | Inorganic insulation coating (e.g., magnesium silicate, phosphate), high-temperature annealing resistant | Organic/semi-organic or inorganic-organic composite coating (e.g., acrylic, C6) |
| Thickness Range | Thinner: 0.23 mm, 0.27 mm, 0.30 mm | Thicker: 0.35 mm, 0.50 mm, 0.65 mm |
Note: Core loss measured at 1.7 T / 50 Hz for grain-oriented, and 1.5 T / 50 Hz for non-oriented. Magnetic induction tested at different field strengths: B<sub>8</sub> at 800 A/m, B<sub>50</sub> at 5000 A/m.
3.Part II: Application Scenarios
Grain-Oriented Silicon Steel: Built for Power Transformers (Static Equipment)
Grain-oriented silicon steel is designed specifically for static electromagnetic devices. In power transformers, distribution transformers, and reactor cores, the magnetic flux direction is fixed along the rolling direction. The unidirectional magnetic property of grain-oriented steel perfectly matches this condition—magnetic domains are highly aligned along the rolling direction, resulting in extremely low hysteresis and eddy current losses during magnetization. This significantly reduces the no-load loss of transformers and improves power transmission efficiency. In contrast, non-oriented steel, with its isotropic magnetism, is unsuitable for such fixed magnetic paths. In short: static flux + unidirectional magnetism = high efficiency and energy savings.
Non-Oriented Silicon Steel: Heart of Rotating Power (Rotating Equipment)
In motors and generators, the magnetic field constantly changes direction—flux rotates between stator and rotor. The isotropic magnetic property of non-oriented silicon steel is essential: its randomly oriented magnetic domains ensure consistent magnetic performance in any direction, maintaining low core loss and high efficiency regardless of flux rotation. This makes non-oriented silicon steel the core material for EV motors, home appliance motors, and large generators. In short: rotating flux + isotropy = stable and efficient power delivery.
4. Part Three: Manufacturing Processes and Cost Considerations
As **Wuxi Zhongxin Special Steel**, we have years of expertise in the silicon steel field. Below are our professional insights on core process and market pricing.
1. The “Secret” of the Production Process: Secondary Recrystallization
The cold rolling process for grain-oriented silicon steel is not simply reducing thickness; its essence lies in **secondary recrystallization**. After multiple cold rolling passes to reach target thickness (e.g., 0.23mm–0.30mm), the strip enters a high-temperature annealing stage. At this point, not all grains can grow—by precisely controlling the pinning effect of inhibitors (such as MnS, AlN), only those grains with the most accurate orientation (Goss texture, {110}<001>) can “devour” the surrounding grains and undergo abnormal growth. This process is secondary recrystallization, which creates an almost perfect **unidirectional alignment** of magnetic domains—the fundamental guarantee for achieving extremely low no‑load loss in transformer cores.

2. Factors Influencing Price Fluctuations
The price of grain-oriented silicon steel is affected by multiple factors:
**Silicon content**: Silicon (Si) is a key element for increasing resistivity and reducing core loss, but too much makes the steel brittle and difficult to roll. Grain-oriented steel typically contains 3.0%–3.5% silicon, so fluctuations in the silicon-to-iron price ratio directly affect alloy costs.
– **Energy costs**: From hot rolling to cold rolling—especially long, high‑temperature annealing (up to 1200°C)—electricity and natural gas consumption is enormous. Rising energy prices directly increase production costs, which are then passed on to final prices.
– **Regional policies**: Trade barriers and industrial policies have significant impacts. For example, the **Brazilian** market has recently imposed anti‑dumping duties on imported silicon steel, raising local procurement costs. The **North American** market, benefiting from the Inflation Reduction Act (IRA), has seen subsidies for domestic transformer manufacturing that boost demand for high‑end grain‑oriented steel, while still maintaining tariff‑rate quotas on imports. The global supply chain is becoming increasingly regionalized and policy‑sensitive.
5.The FAQ
1: Why is grain-oriented silicon steel more expensive than non-oriented?
The process is more complex: it requires long, high-temperature annealing to achieve “secondary recrystallization,” resulting in higher energy consumption and lower yield. The performance is superior: extremely low core loss, designed for high-efficiency transformers – hence the technical premium.
2: Can non-oriented silicon steel replace grain-oriented silicon steel?
**Not feasible for transformers where efficiency matters.** Transformer flux is fixed along one direction and requires unidirectional magnetism. Non-oriented steel is isotropic – replacing it would cause a sharp increase in core loss, overheating, and failure to meet energy efficiency standards.
3: How to quickly tell them apart by grade code (e.g., 23Q110 vs 35W300)?
– **23Q110** → “Q” = Grain‑Oriented (for transformers), thickness 0.23 mm, core loss 1.10 W/kg
– **35W300** → “W” = Non‑Oriented (for motors), thickness 0.35 mm, core loss 3.00 W/kg
**Quick rule**: Q for Quxiang (Oriented), W for Wuquxiang (Non‑Oriented).